-
Тел: +70976539277
-
Email: kronos@gmail.com
-
Мы в:
Тел: +70976539277
Email: kronos@gmail.com
Мы в:



по формуле (6.6) определяется граничное xR
 (6.6)
(6.6)
Условие (6.4) соблюдается, так как x=0,026<xR=0,661.
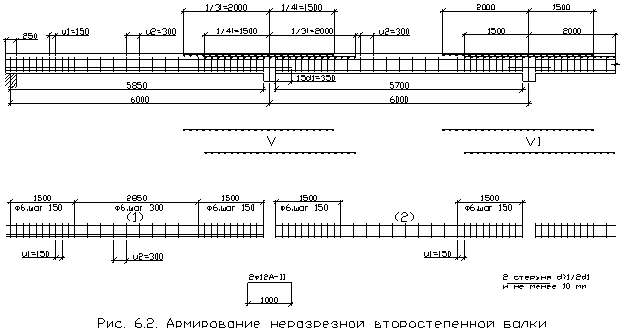
Для двух каркасов принимается 4Æ16 A-II, Аs=8,04 см2 (см. каркас (1) на рис. 6.2).
В средних пролетах М2=57,7 кНм;
![]() h=0,99; x=0,023;
h=0,99; x=0,023;
![]()
для двух каркасов принимается 2Æ18 A-II, Аs=5,09 см2 (см. каркасы (2) на рис. 6.2); условие x£xR соблюдается, так как x=0,023<xR=0,661.
Над вторыми от края опорами МВ=83,8 кНм;
![]() h=0,86; x=0,28;
h=0,86; x=0,28;
![]()
условие x£xR соблюдается, так как x=0,28<xR=0,661.
Растянутой арматурой над опорами второстепенных балок являются рабочие стержни надопорных сеток, расположенных между осями соседних второстепенных балок. Принимаются две сварные сетки V с поперечной рабочей арматурой диаметром 5 мм и продольной 4 мм (Аs=1,57 см2) площадью сечения каждая на 1 пог. м:
![]()
Над средними опорами МС=57,7 Нм:
![]() h=0,87; x=0,26;
h=0,87; x=0,26;
![]()
условие x£xR соблюдается, так как x=0,26<xR=0,661; принимаются две сетки VI с рабочей поперечной арматурой диаметром 5 мм и продольной диаметром 4мм (Аs=1,18 см2), площадью сечения каждой на 1 пог. м:
![]() (-2,5% допустимо).
(-2,5% допустимо).
Сетки V и IV заводятся за ось опоры (при p/g£З): одну сетку на 1/3l от оси и другую на 1/4l от оси (см. рис. 6.2).
Расчет поперечной арматуры
Максимальная поперечная сила QBЛ=0,6ql=0,6*28,52*5,85=100 кН. Проверяется первое условие (6.7)
Q£0,35Rbbh0; (6.7)
Qmax=100000 H<0,35*0,85*11(100)*20*41,5=272000 H,
где
Q – в H;
Rb – в МПа;
(100) – для пересчета правой части условия (6.7), H;
условие соблюдается, принятые размеры сечения достаточны.
Проверяется второе условие (6.8)
Q£k1RRbtmб1bh0; (6.8)
100000 H>0,6*0,88(100)*0,85*20*41,5=37500 H,
условие (2.49) не удовлетворяется, требуется поперечное армирование.
Из формулы (6.9) определяется требуемая интенсивность поперечного армирования
![]() (6.9)
(6.9)
Принимаются поперечные стержни диаметром dx=6 мм, As,x= 0,283 см2 в соответствии с [2, стр. 39, прил. IV]. При двух каркасах n = 2 и As,x=0,283*2=0,566 см2.
Шаг поперечных стержней по формуле (6.10)
u=RswAs,x/qx=170(100)*0,566/490=19 см. (6.10)
Наибольшее расстояние между поперечными стержнями согласно формуле (6.11)
![]() (6.11)
(6.11)
Исходя из условий конструирования на приопорных участках длиной 1/4 пролета это расстояние должно быть при h£450 мм u£h/2=45/2=22,5 см и не более u=15 см. Принимается расстояние u=15 см по наименьшему из вычисленных значений.
В средней половине пролета балки поперечная сила на расстоянии 1/4 пролета от опоры балки
Q=Qmax-ql/4=100-28,52*5,85/4=58,2 кH;
здесь условие (6.8) не удовлетворяется, так как Q=58,2 кH>k*Rbtmб1bh0=37,5 кH, следовательно, требуется постановка поперечных стержней по расчету.
Вычисляется требуемое значение qx:
![]()
Шаг поперечных стержней при dx=6 мм и n=2
u=170(100)*0,566/164=49 см.
Максимальный шаг поперечных стержней
![]()
по конструктивным требованиям [1.5, п. 5.27] при высоте сечения h>300 мм расстояние между поперечными стержнями u принимается не более 3/4h и не более 500 мм.
Поэтому в средней части балки можно принять u=3/4h=0,75*45=33 см, принимается u=30 см (кратно 5 см).
В средних пролетах наибольшая поперечная сила
Q=0,5ql2 =0,5*28,52*5,7=81,2 кH<100 кH.
По конструктивным соображениям в целях унификации каркасов принимается для балок средних пролетов (каркасы (2), рис. 6.2) поперечные стержни диаметром 6 мм с шагом 15 и 30 см, так же как для каркасов (1) в крайнем пролете.
Каркасы (1) и (2) на опоре соединяются дополнительными стержнями с запуском за грань опоры (главной балки) на длину 15d1 и не менее (u+150 мм).
Соотношение неопределённостей квантовой физики как предполагаемое пространство свободы субъекта
Данная работа
представляет собой попытку объяснения феномена свободы воли с позиций
физического индетерминизма. Физический индетерминизм в нашем понимании – это
концепция, предполагающая потенциально вероятностный характер
причинно-следственных отношений при взаимодействии физических объектов.
Неоднозначность этих отно ...
Международные космические организации
Тема
моей работы Международные космические организации. Целью данной работы является
дать общую характеристику комических организаций, раскрыть принципы
деятельности международных космических организаций показать актуальность данной
темы, показать организационную структуру, задачи, вопросы членства в
международных орга ...
© Copyright 2013 -2014 Все права защищены.