-
Тел: +70976539277
-
Email: kronos@gmail.com
-
Мы в:
Тел: +70976539277
Email: kronos@gmail.com
Мы в:



Газовые поры, находящиеся под плотной литейной коркой, не позволяют выполнять термическую обработку отливок из цветных сплавов, так как при высоких температурах газы расширяются и поры увеличивают свой объём, образуя пузыри и вспучины на поверхности отливок. Для снижения пористости отливок в практике полость пресс-формы и расплавленный металл вакуумируют или воздух в рабочей полости пресс формы замещают кислородом, который не смешивается с металлом а образует тонкие окисные плёнки на поверхности отливки, не снижая её качества.
Машины для литья под давлением бывают 2 типов - компрессорные и поршневые. Наибольшее распространение получили поршневые машины с холодной и горячей камерой прессования. Горячая камера прессования находится внутри тигля с расплавленным металлом, а холодная - отдельно от расплавленного металла и располагается горизонтально или вертикально. Современные машины для литья под давлением имеют полностью автоматизированный рабочий цикл с программным управлением, автоматизированы регулировка усилия смыкания пресс-форм, изменение скорости прессования, блокировка узлов при появлении неисправностей в машине.
Поршневые машины с холодной горизонтальной камерой прессования (рис. 1, а) имеют пресс-форму, состоящую из 2 частей. Половина пресс-формы 1 крепится к подвижной плите машины, а половина 3 — к неподвижной 4. Стержни, образующие полости в отливках, чаще находятся в подвижной половине для удобства их извлечения из отливки. Подвижная полуформа 1 с большим усилием прижимается к неподвижной 3. Затем доза жидкого металла 5 заливается в камеру прессования 7 и впрессовывается плунжером 6 в рабочую полость пресс-формы 2. После кристаллизации сплава подвижная часть пресс-формы 1 отходит, и отливка выталкивателями 8, которые крепятся на плите, расположенной за подвижной полуформой, выталкивается на конвейер или в тару.
Общий вид машины для литья под давлением с холодной горизонтальной камерой прессования приведен на рис 1, г. Неподвижная часть пресс формы крепится к плите 4, а подвижная — к плите 3, которая перемещается по направляющим штангам 2 гидроприводом с рычажным механизмом. Запрессовывание металла в литейную форму производится плунжером 5, который входит в камеру прессования, расположенную в плите 4 Плунжер 5 перемещается в осевом направлении гидроприводом 6. Гидросистема машины для плавности работы II поддержания постоянным высокого давления имеет ресивер 7. Все механизмы и агрегаты машины объединены жесткой станиной 8. На рис 1 показана отливка блока цилиндров, полученная на машине такого типа.
Поршневые машины с холодной вертикальной камерой прессования (рис. 1, б) имеют пресс форму, аналогичную по конструкции пресс форме предыдущей машины, состоящую из подвижной части 1 и неподвижной 3, но металл поступает в неё из вертикальной камеры 6. В камере прессования 6 перемещаются верхний плунжер 4 и нижняя пята 7. Верхний плунжер выходит за пределы камеры прессования, а в образовавшееся отверстие заливается доза металла 5 на поверхность пяты 7, которая перекрывает отверстие литниковой системы 8, соединяющее рабочую полость 2 пресс-формы с камерой прессования 6. Затем верхний плунжер 4 начинает сжимать металл, и под этим давлением пята 7 опускается и открывает отверстие литниковой системы 8. Металл под большим давлением и с большой скоростью впрыскивается в рабочую полость 2 пресс-формы.
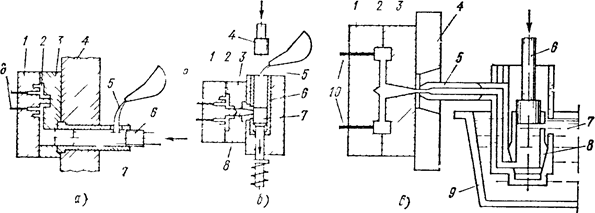
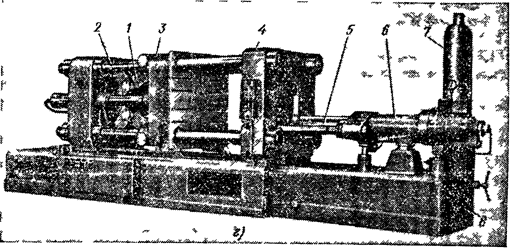
Рис 1. Схемы процессов и машина для литья под давлением.
а - с горизонтальной холодной камерой прессования, б - с вертикальной холодной камерой прессования, в - с горячей камерой прессования; г - машина с горизонтальной холодной камерой.
Для создания избыточного давления необходима доза металла, несколько большая, чем требуется для отливки, поэтому между верхним плунжером и пятой остается пресс остаток в виде цилиндра. При поднятии верхнего плунжера нижняя пята также начинает подниматься вверх, срезает пресс остаток и выводит его за пределы камеры прессования, а затем опускается в исходное положение (до перекрытия отверстия литниковой системы). Подвижная часть пресс формы 1 отходит, и отливка извлекается при помощи выталкивателей 9. После извлечения отливки и закрытия пресс-формы цикл повторяется вновь.
Основы обратноосмотической обработки воды
Метод обратного
осмоса заключается в фильтрации растворов под давлением через специальные
полупроницаемые мембраны, пропускающие молекулы растворителя и полностью или
частично задерживающие молекулы либо ионы растворенных веществ. В основе метода
лежит явление осмоса – самопроизвольного перехода воды через полупроницаем ...
Ньютон и методология естествознания
Научная
революция восемнадцатого века привела к возникновению естествознания как
специфического феномена духовной культуры. Начавшись с работ Коперника, Галилея
и Декарта, она получила свое относительное завершение в творчестве Исаака
Ньютона и, конечно, прежде всего в его знаменитых "Математических началах
натура ...
© Copyright 2013 -2014 Все права защищены.